Científicos de la Universidad de Heriot-Watt podrían revolucionar los procesos de fabricación al soldar diferentes tipos de cristal y metal: (03/19)
El proceso de soldado se realiza entre dos materiales con propiedades similares realizando una unión entre ambas partes para que, al finalizar el proceso, sean una sola. Hasta ahora no era posible la unión de metal y cristal porque cada uno de ellos tiene temperaturas de fusión y unas propiedades diferentes. Las altas temperaturas y las variadas expansiones termales hacían que el cristal se rompiera. Calentar ambos materiales a su temperatura correcta y con el método apropiado, y al mismo tiempo, era imposible. El profesor Duncan P.Hand y su equipo pertenecen a la Universidad de Heriot-Watt en Edimburgo y han hallado esta novedosa forma de fusionar metal y cristal, con láser.
Duncan, director del Centro EPSRC de cinco universidades para la fabricación innovadora en procesos de producción basados en el láser dijo: "Poder soldar vidrio y metales juntos será un gran paso adelante en la fabricación y la flexibilidad de diseño" "En este momento, los equipos y productos que involucran vidrio y metal a menudo se mantienen unidos mediante adhesivos, que son complicados de aplicar y las piezas pueden arrastrarse o moverse gradualmente. la desgasificación también es un problema: los productos químicos orgánicos del adhesivo pueden liberarse gradualmente y pueden reducir la vida útil del producto." Para esta unión se ha desarrollado un proceso denominado Microsoladura Láser Ultrarrápida (Ultrafast Laser Microwelding). Consiste en aplicar pulsos muy cortos de un láser que emplea una longitud de onda infrarroja. Parece simple, pero este método ha permitido soldar materiales tan diferentes como el cristal de cuarzo, el cristal de borosilicato, y el cristal de zafiro por un lado, y aluminio, titanio y acero inoxidable por otro.
El proceso se basa en pulsos láser increíblemente cortos. Como cita Duncan: "Estos pulsos duran solo unos pocos picosegundos: un picosegundo a un segundo es como un segundo en comparación con 30.000 años."
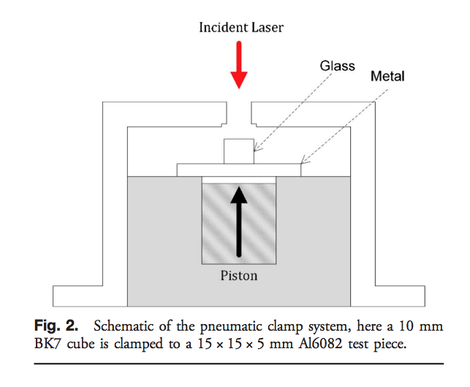
Las piezas a soldar se colocan en contacto cercano, y el láser se enfoca a través del material óptico para proporcionar un punto muy pequeño y muy intenso en la interfaz entre los dos materiales. Con ello alcanzamos una potencia máxima de magavatios en un área de tan solo unos poco micrómetros de ancho. El láser crea una esfera de microplasma, como una pequeña bola de energía, dentro del material, rodeada por una región de fusión altamente confinada. Probaron las soldaduras bajo temperaturas de entre -50º Celsius a 90 ºCelsis y los puntos de unión se mantuvieron intactos, por lo que obtuvieron una soldadura láser lo suficientemente robusta como para enfrentar condiciones extremas.
Este proceso supondría una avance enorme en muchas industrias, como por ejemplo en la industria del automóvil. Ser capaz de soldar directamente paneles de, por ejemplo, vidrio y aluminio podría abrir muchas posibilidades interesantes para el diseño y fabricación de automóviles. Aún estando lejos de entrar a nivel de producción, podrá suponer grandes desarrollos.
En un mercado cada vez más competitivo, en cuanto a la fabricación se refiere, cualquier mejora, tanto del proceso como del producto, marca una gran diferencia. El corte mediante chorro de agua es un proceso relativamente nuevo, pero, aún con su corta vida, se está desarrollando rápidamente, sobretodo en los sistemas de gestión digitales. En los últimos años el corte por chorro de agua se ha vuelto más competitivo con la integración del CNC y la mejora de las tolerancias y los acabados para el micromecanizado, pero a día de hoy su importancia gira entorno a los sistemas de gestión digitales (como la conexión con la nube y el mantenimiento preventivo). El corte mediante chorro de agua tiene diversas ventajas sobre otras tecnologías de corte de chapa, como indicó Kurt Mueller (director de productos de software de la división Shape Technologies de Flow International Corporation), dado que la gama de materiales posibles para mecanizar es amplia (varios ejemplos de materiales mecanizables son el acero inoxidable y el titanio), los grosores de la lámina a cortar pueden ser tanto grandes como pequeños (desde 1 milímetro a 600 milímetros, intervalo mayor al corte con plasma o con láser) y los requerimientos de energía son bajos. Además, el corte con chorro de agua es una mecanizado en frío (que no produce afecciones térmicas en el material).
Ejemplo de corte con chorro de agua
El ámbito de aplicación del corte con chorro de agua es la industria aeroespacial (para piezas pequeñas con buenos acabados y de diversos materiales, como mecanismos de frenos y trenes de aterrizaje), pero paulatinamente se ha incorporado la automoción. El tamaño del utillaje suele ser grande, pero en los últimos tiempos se han desarrollado máquinas de tamaños menores para el prototipado. El tamaño de la base puede variar enormemente (desde 1,3 metros hasta 24 metros, en el caso de la empresa Flow International Corporation). Omax Corporations busca un sistema de corte con máquinas pequeñas, compactas, con bajos volúmenes de corte y aptas para el prototipado, mediante la máquinas Omax ProtoMax.
La máquina Omax MicroMax
Tendencias en el corte por chorro de agua: La tendencia del mercado es, como se mencionó anteriormente, el desarrollo del software de control y la metodología y la precisión del corte. Flow International Corporation ha focalizado sus esfuerzos en mejorar la interfaz de su software para la conexión con las máquinas mediante el Internet of Things (IoT) y la conexión con la nube. Omax Corporation ha trabajado en la mejora de la precisión del micromecanizado. Compensación de conicidad y capacidades de micromecanizado: Omax Corporation presentó en la conferencia IMTS de 2018 la máquina 80X, que emplea una tecnología Tilt-A-Jet que compensa gradualmente, esto produce que los cortes de chapa se generen a 90º, eliminando la conicidad. Además, un sistema de trabajo en 6 ejes proporciona mucha mayor libertad para el mecanizado de piezas complejas. Omax también presentó la Omax MicroMax, que permite mecanizar piezas con tolerancias muy pequeñas, teniendo una precisión de 15 micras en el posicionamiento.
La máquina Mach 100, de Flow International Corporation
Solución económica para cortes 2D: Flow International Corporation dio a conocer la Mach 100, una máquina que dispone de un Eje Z programable, un sistema de accionamiento de tornillo de bola y un software (diseñado para optimizar el chorro de agua), que proporcionan un corte fiable y múltiples aplicaciones en dos dimensiones.
ONA QX9, nueva máquina de electroerosión por penetración diseñada para moldes de gran tamaño
Pon aquí el contenido de la noticia. Puedes añadir imágenes o vídeos o tablas...
La máquina de electroerosión por penetración modular ONA QX9 aúna todas las excelencias propias de la tecnología QX con nuevas dimensiones de máquina 2.000 x 1.200 x 800 mm. Una nueva máquina concebida dentro del compromiso de ONA por dar respuesta a todas las necesidades de sus clientes. Una solución perfecta para los fabricantes de moldes que requieren una máquina de grandes dimensiones con un recorrido de eje Y de hasta 1.200 mm.
La empresa ONA acaba de lanzar al mercado una nueva máquina de electroerosión por penetración: el modelo QX9. Es una renovada máquina que tiene una alta eficiencia y perfección, a la hora definir la pieza final. Esta nueva máquina tiene una capacidad de 4200L. Esto implica que puedes trabajar con piezas más grandes, más incluso que el model anterior ONA QX8.
Reducción del desgaste de electrodos en máquinas de gran tamaño
Diseñan esta máquina específicamente para fabricar moldes para automoción, haciendo que ONA avance puestos en la fabricación de este tipo de máquinas en este sector.
En este nuevo modelo se ha buscado la optimización del proceso de erosión, y se ha logrado con un avanzado generador inteligente, que aparecerá en todos los modelos de la gama QX. ¿Que quiere decir esto? Con esto, ONA ha conseguido reducir hasta un 80% el desgaste del electrodo, consiguiendo así un mecanizado perfecto. Con esta nueva máquina ONA ha juntado la potencia de la erosión y el control de todo el proceso.
Mucho más que una máquina, una solución completa
Cabe destacar su gran autonomía sin intervención manual. Además se pude combinar con dos cambiadores rotativos de 40 posiciones, así alberga esa cantidad de electrodos, haciendo posible así su automatización del trabajo de erosión en el molde donde se trabajará luego.
Además de todo lo anterior se puede adaptar para un uso con robots, para producción con máquinas de electroerosión, o también combinando distintas máquinas de mecanizado. Así ONA está consiguiendo que el uso de mano de obra disminuya, evitando errores y mejorando la rentabilidad de la máquina.
ONA presenta en EMO Hannover 2019 los últimos avances tecnológicos en electroerosión avalado por clientes de referencia.
07/19
ONA acude a la feria EMO con una selección de innovaciones tecnológicas que colocan a la compañía como líder en el sector de la electroerosión. La firma presentará su próximo modelo de máquina de electroerosión por penetración, mientras que la electroerosión por hilo estará representada por su modelo de grandes dimensiones ONA AV100. Además, todos los visitantes de esta cita clave de Hannover podrán conocer de primera mano los últimos desarrollos de ONA en aplicaciones para el sector aeronáutico y automoción.
ONA, como fabricante de máquina de electroerosión con más de 65 años de historia, es un veterano de la Feria EMO. Este año volverá a la EMO a exhibir todo su potencial tecnológico fruto de su compromiso con la innovación.
Nuevo control en electroerosión por penetración
ONA ha elegido la feria alemana para presentar su último modelo de electroerosión por penetración. Como principal novedad, este nuevo modelo de máquinas de penetración destaca por su nuevo control. Concebido según el concepto de usabilidad, se presenta con un interfaz táctil, menús intuitivos y visualmente amigable. Permite trabajar en 3D sin limitaciones pudiendo exportar los archivos directamente del CAD-CAM.
Este nuevo control permite a cualquier usuario optimizar los procesos de fabricación consiguiendo resultados excelentes. Es, sin duda, un ejemplo innovador más del buen trabajo que ONA está haciendo en el sector de la electroerosión, diseñando equipos cada vez más perfectos.
Además, este nuevo modelo ONA será una máquina de doble cabezal totalmente automatizada. El doble cabezal reduce el tiempo producción de moldes de gran tamaño hasta en un 50%. Además, gracias al robot Erowa de 80 posiciones incorporado, que automatiza los cambios de electrodos y elimina los tiempos de parada de máquina.
Electroerosión por hilo
Como especialista en fabricación de piezas de grandes dimensiones, el stand de ONA se completará con el modelo de electroerosión por hilo ONA AV100 del fabricante de moldes alemán BUKUMA.
Avances tecnológicos para el sector aeronáutico
La apuesta de ONA por la investigación e innovación coloca a la compañía como referente de los últimos avances tecnológicos en la industria aeronáutica. En la feria podrán verse todas sus nuevas aportaciones realizadas para clientes de referencia:
Fabricación de carcasas de combustión de turbinas mediante electroerosión gracias a disponer del generador con mayor potencia del mercado con hasta 400 Amp.
Desarrollo de máquinas de hilo especialmente diseñadas para el corte de anillas verticales de una forma totalmente automatizada.
Electroerosión por hilo para la realización de ranuras de disco para turbinas (firtrees) para sector aeronáutico. Una solución perfecta para piezas de gran tamaño en máquinas grandes como el modelo AV100, gracias a su alta precisión y velocidad de corte, como en máquinas estándar que permiten cortes inclinados y con ángulos gracias a la incorporación de un doble eje rotatorio. Sin embargo, no solo la velocidad es importante para la óptima realización de estas piezas de alta precisión. Las máquinas electroerosión por hilo ONA incorporan un palpador, que junto al programa script programming, garantizan una precisión geométrica excepcional y control total del posicionamiento de la pieza. Además, los últimos avances digitales incorporados en las máquinas gracias a la tecnología 4.0. de la plataforma ONA Smart Connect, permiten monitorizar todos los parámetros de fabricación y tener una trazabilidad total del proceso de fabricación.
OGV desarrollado, conjuntamente, con el Centro de Fabricación Avanzada Aeronáutica (CFAA)
ONA Smart Connect: Industria 4.0
Siendo una cita imprescindible para la industria 4.0, ONA exhibirá en EMO con todos los avances que la Industria 4.0 incorpora a sus procesos productivos:
Monitorización de máquinas en distintas instalaciones y control a distancia con conexión en red.
Teleservice. El técnico es informado gracias a las nuevas cámaras instaladas que permiten enfocar la incidencia. De esta manera, el técnico puede resolverlo en el menor tiempo posible y sin errores.
Almacenamiento de información y análisis de datos.
Trazabilidad.
Información a tiempo real del rendimiento de los equipos
Soluciones avanzadas para procesos de electroerosión en seco (05/18)
La utilización de líquidos dieléctricos en el proceso de electroerosión (EDM) garantizan la efectividad y limpieza. Sin embargo, la utilización de dieléctrico genera residuos y gastos elevados. Por esto, se pretende avanzar en el desarrollo de procesos que no utilicen esos líquidos, sirviéndose de gas (aire) que se obtiene a través de la máquina o de una bombona mediante una toma externa para sustituir al dieléctrico.
Además de la limpieza y coste, el desgaste de la herramienta ,la eliminación de los tanques de líquido dieléctrico (que permite tanto reducir el espacio como anular las limitaciones de tamaño de las piezas a mecanizar) ,son otras de las ventajas del EDM por gas.
El centro tecnológico vasco IK4-Tekniker, en el proyecto Eleco, fabricó un dispositivo integrado en máquinas de electroerosión para realizar fresados en seco. Se trata de un cabezal independiente y desmontable para acoplar a máquinas con porta electrodos estándar. Es por esto por lo que el fabricante vasco ONA podría plantearse la comercialización global de este nuevo concepto.
El desarrollo del cabezal ha sido íntegro,es decir, ha pasado por todas las fases de diseño,fabricación , montaje y verificación. Además se han analizado los diferentes parámetros del proceso (tensión de descarga, intensidad, pulse-on time, pulse-off time, geometría del material, velocidad de giro del cabezal y gas dieléctrico).
Esta solución ya tiene aplicaciones en el mecanizado de moldes y troqueles, y componentes del sector aeroespacial o de generación de energía.
En el siguiente video veremos un ejemplo de eletroerosión en seco (Dry EDM)
¿Por qué se utiliza la impresión 3D en la Fórmula 1?
PUBLICADO EN OCTUBRE 28, 2019
No podemos evitar notar como la impresión 3D ha ayudado una vez más a todos los equipos a alcanzar su objetivo. Sí, así es, todos los equipos. Las 10 escuderías de Fórmula 1 están utilizando la fabricación aditiva para producir piezas para sus automóviles.
La historia de la impresión 3D en la Fórmula 1
Históricamente, se sabe que la Fórmula 1 es una de las primeras en adoptar cualquier tecnología que pueda contribuir a crear autos más rápidos, más livianos y más fuertes. La presencia de la impresión 3D no es nada nuevo, de hecho Renault F1 Team compró su primera impresora 3D como a principios de 1998. Por supuesto, el uso de estas tecnologías no fue realmente provechosa hasta el 2010.
El auto Ferrari de Fórmula 1 de 1998 (a la izquierda) y el auto de Fórmula 1 de 2017 (a la derecha).
La impresión 3D comenzó como una tecnología principalmente pensada para el prototipado rápido, a menudo dentro de unos dias entre carreras, y ahí es donde inicialmente benefició a los equipos de F1. Una ventaja que brinda la impresión 3D es la capacidad de imprimir rápidamente un prototipo, probarlo en un túnel de viento y modificar rápidamente el diseño según sea necesario.
Cómo coexiste la impresión 3D con otras tecnologías de fabricación?
Teniendo en cuenta que los métodos de fabricación tradicionales, como el moldeo por inyección y el mecanizado CNC han existido durante mucho más tiempo que la impresión 3D, parecería desafiante para que este último gane tanta popularidad. Entonces, ¿cuáles son exactamente los beneficios que ofrecen las tecnologías de fabricación aditiva en comparación con otros métodos de fabricación? La impresión 3D permite imprimir pequeñas series de piezas muy rápidamente en comparación con otros métodos de fabricación que a menudo requieren herramientas costosas o mucho tiempo. También es capaz de producir piezas con complejidad adicional, que no se pueden fabricar utilizando las tecnologías de fabricación tradicionales, al tiempo que mejora su rendimiento. Para un deporte con cambios tan rápidos de una carrera a otra, es fundamental la capacidad de diseñar y fabricar rápidamente piezas complejas. Desde la perspectiva del software, las aplicaciones como la optimización topológica permiten a los ingenieros reducir el peso de las piezas y redistribuirlo en el automóvil.
Para las piezas de plástico, es casi imposible que la impresión 3D domine, ya que el moldeo por inyección es una tecnología mucho más madura y ofrece una gama mucho más amplia de materiales. Sin embargo, la necesidad de moldes da una ventaja a la impresión 3D, por lo tanto, a menudo se usa como una tecnología complementaria.
Cuando se trata de la fabricación aditiva de metal, vemos fuertes colaboraciones entre las tecnologías de fabricación. Por lo general, lo que sale de la impresora es una pieza en su «forma casi neta», lo que significa que está muy cerca de la pieza final, pero aún necesita algo de procesamiento posterior. Por lo general, el CNC se usa para precisión final o suavizado, etc. La ventaja de la impresión 3D es que el CNC está limitado en los tipos de cortes que se pueden hacer. La impresión 3D permite diseñar y producir con una geometría mucho más rica.
¿Qué partes de Fórmula 1 se imprimen en 3D y con qué tecnologías?
Según el equipo Renault F1, cada uno de sus dos autos en 2019 tiene alrededor de 100 piezas impresas en 3D. A menudo usan 2 o 3 tecnologías de impresión por separado o incluso los combinan para lograr el nivel de calidad necesario para sus partes.
La tecnología FDM o (Fused Deposition Modeling) fue una de las primeras tecnologías que se adoptaron, ya que puede crear muestras rápidas, accesorios y prototipos en una etapa temprana del proyecto. Si bien los plásticos de ingeniería como los nylons tienden a ser el material favorable para usar con esta tecnología, en los últimos años, hemos notado una tendencia hacia el uso de polímeros de alto rendimiento como PEEK y PEKK. Esto se debe principalmente a la alta resistencia al calor que ofrecen estos polímeros, algo necesario ya que la temperatura alrededor del motor de un automóvil de Fórmula 1 puede alcanzar hasta 2.600 ° C (~ 4700 ° F). Sin embargo, la tecnología FDM aún es limitada para estas aplicaciones, ya que carece de la capacidad de soportar partes funcionales. Como resultado, se utiliza principalmente para producir piezas como cajas eléctricas, conductos de refrigeración y cubiertas.
Un colector hidráulico producido con mecanizado y soldadura CNC (en la parte superior) y con SLA (en la parte inferior) Créditos: Renault F1 Team
La estereolitografía (SLA) también se utiliza, ya que puede lograr geometrías complejas. Sin embargo, por ahora está restringida a aplicaciones que no requieren mucha fuerza. Por esta razón, las empresas de impresión 3D y los fabricantes de materiales están desarrollando constantemente nuevos materiales que podrían resolver estos problemas.
Las tecnologías de proceso en polvo como la sinterización selectiva por láser (SLS) y la sinterización directa por láser de metal (DMLS) parecen ser las más utilizadas en la Fórmula 1. La impresión 3D por fusión en lecho de polvo tiene varias ventajas sobre las técnicas de FDM o SLA. Tiende a crear más partes isotrópicas, es más consistente y no necesita soportes, lo que lo hace ideal para los equipos de F1. En el tiempo necesario para producir una sola parte en FDM, puede obtener 10 partes en SLS.
Conducto de enfriamiento electrónico hecho de nylon reforzado con fibra de carbono. Créditos: Renault F1 Team
¿Cuál es el futuro de la fabricación aditiva en la Fórmula 1?
Si bien la impresión 3D alguna vez se usó solo para la creación rápida de prototipos, estamos viendo cómo se amplía su uso para producción. Pero también ampliarán el uso de la tecnología para la producción de piezas que realmente están instaladas en los automóviles. Esto será impulsado por los avances en nuevos materiales de alta temperatura diseñados para resistir el calor y los rigores de las carreras de Fórmula 1. Esto proporcionará la ventaja adicional de poder también crear prototipos y probar la pieza en el material final.
Coche 2021 de Fórmula 1 probado en el túnel de viento de Sauber.
Quizás uno de los beneficios clave de la impresión 3D es la capacidad de diseño que ofrece. Si la libertad de diseño de impresión 3D ofrece soluciones únicas para los ingenieros, seguramente aumentarán el uso de la tecnología en el futuro. Como John Dulchinos nos dijo: “A medida que avanza la impresión 3D (y tenemos acceso a una mayor variedad de materiales) y los resultados de las impresoras mejoran (velocidad, costo), llegaremos a una etapa en la que la gran mayoría de las piezas de Fórmula 1 se imprimirán en 3D
De todos los procesos de mecanizado, la electroerosión ha
ido adquiriendo mayor fama e importancia a lo largo de los años, así como la
electroerosión por hilo, que ha experimentado grandes mejoras en los últimos
tiempos.
Estas mejoras han sido impulsadas por diferentes empresas,
desarrollando mejores modelos atendiendo a los problemas que les habían surgido
anteriormente. Podemos distinguir tres grupos diferentes:
Grupo relacionado con las capacidades de la
máquina, se mejoró la eficiencia de los generadores, para conseguir menores
niveles de rugosidad en las piezas mecanizadas, y las tasas de arranque
aumentaron.
Grupo relacionado con mejorar la precisión
durante el corte y reducir los tiempos de fabricación de la pieza. Este grupo
también está relacionado con la mejora del proceso de enhebrado.
Grupo que divide el tanque en tres
compartimentos diferentes: la adición de aplicaciones especiales, la
fabricación sostenible y la función de compensación de control de temperatura.
Este proceso de corte se debe seguir mejorando. Siempre se
ha caracterizadopor conseguir piezas con tolerancias muy ajustadas independientemente de la geometría de estas, pero
las necesidades de la industria son cada vez mayores y más exigentes.
Para mejorar este tipo de mecanizado hay que empezar por
disminuir la vibración y deformación del hilo, ya que son los causantes de
provocar desviaciones en las piezas, sobre todo cuando se hacen cambios de
dirección.
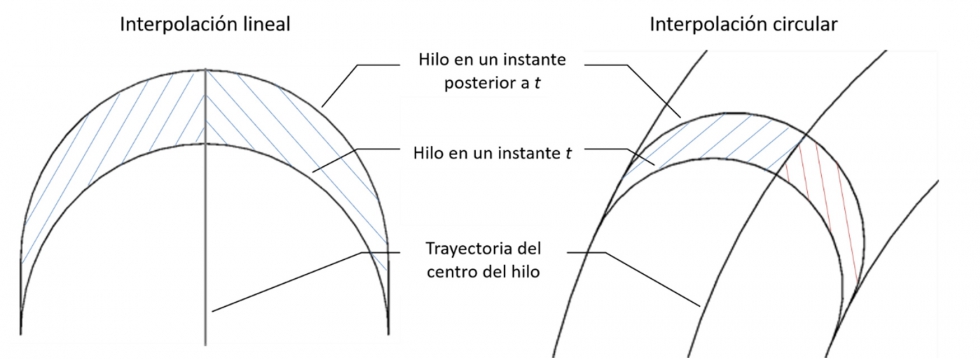
Una de las causas que provoca el error en las piezas en los cambios
de dirección es el retraso del hilo. Cuando se corta una línea recta, el canal
de erosión se encuentra equilibrado y la tasa de arranque es la misma tanto a
la izquierda como a la derecha del hilo, pero cuando se erosiona un círculo o
esquina, las áreas de erosión exterior e interior que debe arrancar el electrodo
se descompensa, llegando a provocar un cambio de dirección muy bruco.
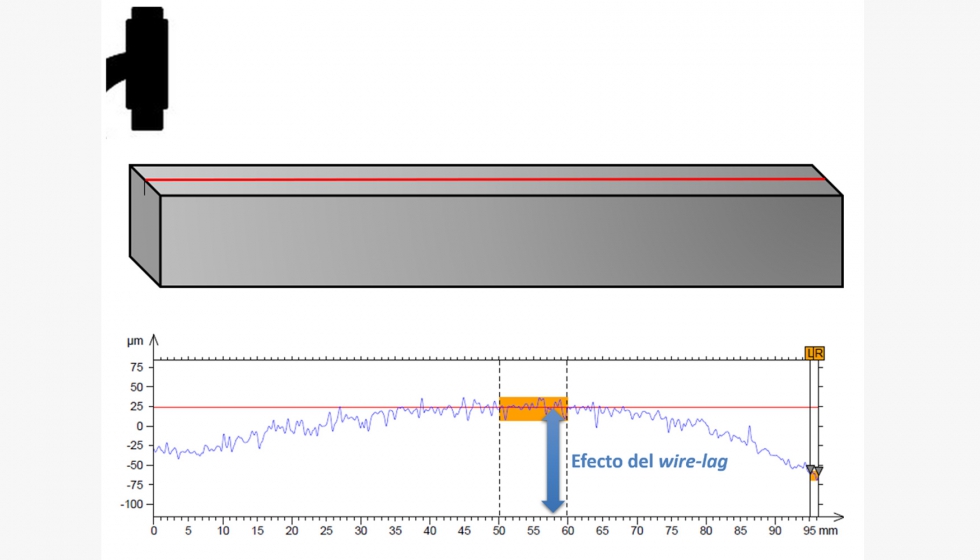
Tras observar que en los planos centrales de las piezas aún
queda margen de corrosión debido al cambio de dirección se decidió dar un corte
a la pieza y medir la huella del hilo que queda impresa sobre la pieza. Se
obtuvo que ese problema crecía con el espesor de la pieza y con la disminución
del radio.
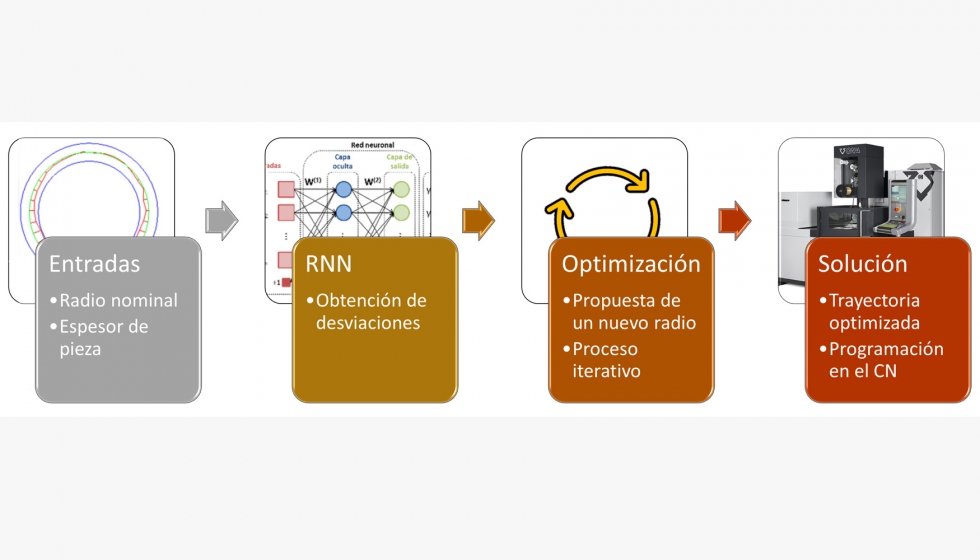
Para solventarlo se emplearon redes neuronales artificiales,
la metodología seguida fue la siguiente:
Esta metodología abre la posibilidad de utilizarla en un
futuro para corregir otros problemas.
La electroerosión gana terreno en la fabricación de piezas de geometría
compleja (07/18)
La electroerosión se está perfilando como una de las tecnologías
preferentes para realizar algunas de las piezas de sectores tan exigentes como
el aeronáutico o el biomédico, en los que se requiere una gran precisión. La
exactitud alcanzada mediante este proceso de fabricación en piezas de geometría
compleja ha generado numerosos estudios para analizar la viabilidad de fabricar
piezas como los firtrees o blisks.
A continuación, se van a citar las ideas más relevantes de diversos trabajos
expuestos.
ELECTROEROSIÓN POR PENETRACIÓN
El mecanizado
multi-eje se ha tenido en cuenta como uno de los principales retos.
Las piezas fabricadas
por SEDM se ven afectadas principalmente por dos factores: el desgaste del
electrodo y el gap. Los fabricantes de este tipo de máquina-herramienta
proporcionan información limitada sobre estas características, independientes
de la geometría del electrodo y su trayectoria. Se debe de generar una
mayor comprensión del desgaste del electrodo y los patrones de distribución del
gap, que están relacionados con la geometría del electrodo y su recorrido,
pudiendo así mejorar el diseño del electrodo y la eficiencia del
proceso. Como solución se propone el uso de unos indicadores del
desgaste y el gap fáciles de llevar a la práctica industrial.
También se ha
investigado una nueva estrategia de pulido del electrodo y la viabilidad de
recuperación de la cara frontal del electrodo. Para ello, se ha analizado
la influencia de diferentes materiales y parámetros, registrando variables como
el tiempo de secado, el desgaste y la precisión geométrica.
ELECTROEROSIÓN POR HILO
Uno de los problemas comunes es la deformación y la vibración del hilo. La
precisión se vuelve mala con el corte de geometrías complejas en las que
existen radios de acuerdo de pequeño diámetro. Por ello, y puesto que aún
no se conoce con exactitud el comportamiento vibratorio del hilo, se propone
una medición alternativa pero directa de la influencia de la deformación del
hilo en la geometría de la pieza mediante un conjunto de pruebas
experimentales bajo diferentes condiciones de corte.
Firtree en el que se
aprecia la alta complejidad geométrica
Además se ha presentado un esquema de
diseño para el uso de hilo ultralargo (10 km de longitud) reutilizable,
que pueda mejorar la precisión de erosión y el acabado de la pieza obtenida.
Mediante el desarrollo de dos sistemas de rodillos extensibles de velocidad de
alimentación variable, consiguen unir un sistema HS-WEDM con otro LS-WEDM o
convencional. Con el método propuesto, la pieza se corta primero, con un hilo
de alta velocidad reutilizable y, posteriormente, se realiza un repaso con el
hilo de movimiento unidireccional a baja velocidad. De esta forma se eliminan
los defectos causados por el primer hilo.
Por último se ha estudiado el corte de
piezas de espesor variable dado que cuando el espesor sufre alteraciones, la
máquina se enfrenta a la falta de rendimiento o, incluso, la rotura del hilo,
planteándose la estimación de espesor de pieza en tiempo real basada en un método de Inteligencia Artificial denominado Support vector machine (SVM)en tiempo real como solución.
Utilizando como entradas al sistema SVM
la frecuencia de descarga, el tiempo de pulso, la velocidad de avance
programada y la velocidad de avance real, se pretende generar como salida el espesor
estimado. Este algoritmo se integra en el sistema de control numérico,
adquiriendo las señales de corriente y tensión generadas por las descargas y,
mediante una unidad de control adaptativo, se ajustan los parámetros de erosión
de acuerdo con la estimación del espesor de pieza.
Los datos para el entrenamiento del SVM
se han adquirido mediante la fabricación de piezas con saltos escalonados pero
la verificación se ha llevado a cabo mediante otros cortes de piezas de altura
variable en rampa. Aun obteniendo unos buenos resultados, es necesario
explicar de forma exhaustiva la estructura de red elegida.
MÁQUINAS
DE MEDICIÓN
Las únicas tecnologías
capaces de medir geometrías ultra complejas en la actualidad son:
1. CMM con cabezal "REVO":Capaz de realizar movimientos en 5 ejes
de forma simultánea. La precisión de este sistema es la más elevada y
ronda las 2µm. La capacidad de adquisición de puntos del sistema es excelente,
pero no siempre se puede aprovechar al máximo debido a que las inercias del
sistema a grandes velocidades penalizan la precisión obtenida en la
medida.
2. Sistema de medición
en laser por CMM:Sistema de medición sin contacto dependiente de las propiedades ópticas
de la superficie del objeto de medición. Nubes de puntos densas y precisión de
2µm. La limitación más importante es la accesibilidad a la zona a medir
(aparición de zonas de sombra para el láser), lo que requiere el empleo de
sistemas híbridos (contacto+óptico) para completar la medición del componente.
3.Sistema basado en luz estructurada: Rápida obtención de una densa nube de puntos. En función del
patrón de luz empleado la precisión del sistema puede variar aunque
ronda las 10µm. Su principio de medida se basa en la triangulación láser,
empleando fotogrametría en vez de un sensor láser. Las zonas de sombra se
compensan colocando el componente a medir en un robot (mayor libertad de
movimientos) para mejorar la accesibilidad de la luz.